专业纸管机械成套设备制造商 | 全国销售咨询热线: 13665150237 乐鱼全站网站登录首页
来源:乐鱼全站网站登录首页 发布时间:2024-07-18 17:04:59
系统,该系统不仅控制精度高,响应速度快,而且简单易操作,有合理的PID控制功能,适用于多种印刷材料。它还可以计算出材料筒的直径,使整个张力控制过程更合理。
张力控制管理系统大范围的应用于印刷等轻工业领域中,在收取和放卷材料时,为保证生产的质量及效率,保持恒定的张力是很重要的。在印刷过程中或者是印刷完成之后,最后的一道工序一般就是将加工物卷绕成筒状。在这一过程中,卷绕的好坏将是决定产品质量的关键,卷得太紧,容易使材料变形、拉断,卷得太松又容易使材料不紧凑,不利于搬运和运输,因而为了达到使卷绕紧凑,保证产品的质量,都要求在卷绕过程中,在材料上建立一定的张力,并保持张力为恒定值。有时恒定的张力值与材料卷绕的直径一定要保持对应关系,因为不一样的材料的柔韧度也各不相同,而当以固定张力卷绕比较柔的材料时,内层材料就会被外层压至变形。为了尽最大可能避免这种情况的发生,系统要测量出卷绕材料的直径,实时控制材料受到的张力。
随着印刷行业逐步结构化与系统化,对材料张力的控制有了慢慢的升高的要求,由于印刷工艺流程各不相同,张力操控方法也就千差万别。目前应用的张力控制管理系统,根据其测量控制的原理结构,主要有以下3种:间接法张力控制管理系统;直接法张力控制管理系统;兼有间接法和直接法的复合张力控制管理系统。间接张力控制不要安设张力传感器,降低了控制设备成本。然而间接张力控制只能满足一般的张力控制要求,在实际应用中达不到令人满意的精度;直接法张力控制虽然成本比较高一些,但可以更为精确地完成控制过程,而且有极快的响应速度,这里采用的就是直接法张力控制。该系统模块设计是以STM32RTC6为主控芯片,运行时钟频率高达72 MHz。主控芯片集合了许多高性能外设资源,减少了相应电路的设计麻烦,正常工作电压为3.3 V,具有很强的功耗控制功能。
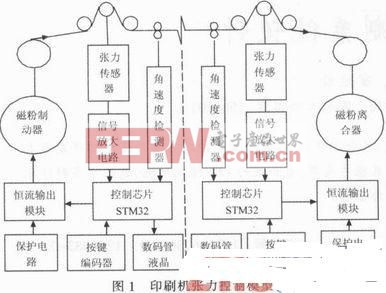
在印刷行业中,为了达到生产的要求,经常需要对一些带状的材料控制它们的张力,张力控制管理系统是一种由单片机或者一些嵌入式器件及外围电路开发而成的系统。首先直接设定要求控制的张力值,让张力传感器采集的信号(一般为毫伏级别)作为张力反馈值,比较两者的偏差后,经内部智能PID运算处理后,调节执行机构,自动控制材料的放卷、中间引导及收卷的张力,达到系统响应最快的目的。在特殊的情况下,用户也可以直接设定一定的输出量给执行机构(经常为磁粉的电流量)。图1为印刷机张力控制管理系统的基本环节。
如图1所示,先分析左边材料放卷的情况,假设材料放出放卷轴的张力为T,其线速度为牵引辊的工作速度v1,放卷筒的线,材料的横截面积为S,设材料的弹性模量为E,从牵引辊到放卷筒的长度为L,t=L/v1为材料由牵引轴传送到放卷筒的时间,根据胡克定律得:
由此可知,若需控制张力,就必须控制牵引辊与放卷筒的速度差,可见张力控制管理系统实际上也是线速度跟踪系统。材料的张力在控制过程是一个积分环节。正常的情况下,在设备启动时卷材的放卷速度是小于牵引轴的工作速度,以使材料中产生张力,当张力达到我们要求合适时,我们就稳定材料的放卷速度,这样,材料就可在此张力下稳定运行了。材料的收卷过程也与此类似。我们控制速度的执行机构为磁粉,放卷过程中,选用磁粉制动器,收卷过程中,则选用磁粉离合器。
由图1所示,张力的测量主要是通过张力传感器获得。为了准确测量材料的张力,材料必须以120的包角经过张力传感器上的滚轴。通过力的合成计算原理(平行四边形原则),张力传感器上的所受的力则为材料的张力与滚轴的重力之和。我们通过计算方法去掉滚轴的重力信号,而采集到的张力信号参与后面的控制过程。
市场上张力传感器,也叫压力传感器。根据测量的压力而反馈电压的量程范围,它有两种型号,分别叫应变式压力传感器和差动式压力传感器。应变式压力传感器的电压量程通常为0~13 mV,而差动式压力传感器的电压量程通常为0~150 mV。为满足用户的不同选择,信号放大电路中必须要有两种放大倍数,使系统能正常的运行。
为了使采得的模拟电压可以比较精确的放大,放大电路必须有较高的性能。毫伏信号的放大,必须有较高的共模制比、较低的线性误差、低失调漂移增益等要求。一般的放大器都达不到这种要求,仪表放大器不仅仅具备以上较高的性能,而且它的闭环增益是由反相输入端与输出端之间连接的外部电阻决定。因此,这里采用了具有差分输入的单端输出的闭环增益仪表放大器件AD620AN。外接的闭环放大电阻则选精度为1%的两个电阻,以实现两种不用的放大倍数。然后用跳线帽开关选择正真适合的放大倍数。
ST公司的STM32是目前最流行的控制芯片,它使用的是ARM最新及先进的Cortex_M3内核;在性能上,它不仅仅具备杰出的功耗控制功能,而且同时集成了多种有用外设,如:3个12位最高的1 MHz的ADC外设、两个12位DAC、从256 K至512 K字节的大容量程序存储器、64 K的SRAM等等;它的最高工作频率能达到72 MHz。在程序的设计方面,ST公司提供了一套完善的固件库,将各个寄存器操作用函数封装起来,操作方式非常规范,程序设计较其他控制芯片也就相对容易。在STM32众多芯片型号中,STM32F103RCT6是最合适的一款,它不仅包含所有需求的外设,且价格低廉。在张力控制过程中,实时采样放大的模拟电压量可以用12位高性能ADC转变成相应的数字量,从角速度检测器输入的数字信号通过光电隔离器耦合接入控制器。角速度检测器分为两种,一种叫接近开关,另一种叫编码开关,在滚轴转动的过程中,滚轴上的齿使得它们有高低电平的数字量变化,而达到测量的效果。为了方便用户操作,这里提供了良好的人机界面。首先,提供了按键与编码器的组合的输入方法;其次,用液晶显示实测张力和设定张力,同时,数码管还可以显示当前的输出百分比。
在张力控制过程中,控制张力执行单元为磁粉,磁粉分为两种:一种叫磁粉离合器,另一种叫磁粉制动器,它们分别是用在卷材收卷和放卷的过程。磁粉通过万向联轴器与收卷筒和放卷筒相连,磁粉里填入的是微细铁磁粉末。在额定扭矩下,磁粉的特性公式Ma=K*If(K为常数,If为接入的激磁电流),由此可知,磁粉的扭矩与接入的激磁电流成线性关系。磁粉离合器有主动端和从动端,在没有激磁电流的情况下,从动端不随主动端转动,在通有一定的激磁电流时,里面的磁粉磁化,将主动端的扭矩按照一定的比率耦合到从动端。磁粉离合器只有一个输出轴,当没有接入激磁电流时,磁粉没有磁化,输出轴的扭矩很大,而接入了激磁电流后,磁粉离合器的输出轴就会有线性的扭矩输出。
市场上经常用到的磁粉供电电压在24 V左右,满载电流可达4 A到6 A。这给恒流输出电路提高了难度。STM32控制输出的PWM波通过恒流模块的放大供给磁粉工作。这里就必须用到耐压36 V以上的场效应管,控制器输出的PWM波也一定要经过一定的电压和电流的放大才有能力控制场效应管的开断。
